材質:
-適用物料:
-規格外形(長*寬*高):
-孔徑:
- 留言詢價
留言詢價
虛擬號將在 180 秒后失效
使用微信掃碼撥號
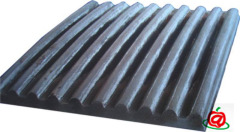
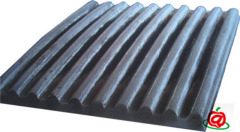
13393******朱丹 張家口紅蘋果機械裝備制造有限公司常年銷售破碎機篩板產品生產流程及實況剪影**步:簽訂合同后,技術員對客戶圖紙進行修正和確認后進行3D模擬(若客戶沒有圖紙,合金篩板我們可以進行現場測繪)第二步:生產部門進行產品制造(本公司采用**消失模技術)消失模鑄造工藝簡介:1、泡塑珠粒的選用2、模型制作對簡單模型,可利用電阻絲切割裝置,耐磨篩板將泡塑板材切割成所需的模型。對復雜模型,首先用電阻絲切割裝置,將模型分割成幾個部分,然后進行粘,使之成為整體模型。3、高鉻篩板模型組合成簇是將自行加工好(或外購)的泡塑模型與澆冒口模型組合粘結在一起,形成模型簇,這種組合有時在涂料前進行,有時在涂層制備后埋箱造型時進行。是消失模(實型)鑄造不可缺少的一道工序。破碎機篩板目前使用的粘結材料:橡膠乳液、樹脂溶劑和熱熔膠及膠帶紙。4、模型涂層實型鑄造泡塑模型表面必需涂一層一定厚度的涂料,合金篩板形成鑄型內殼。其涂層的作用是為了提高EPS模型的強度和剛度,提高模型表面抗型砂沖刷能力,防止加砂過程中模型表面破損及振動造型及負壓定型時模型的變形,確保鑄件的尺寸精度。耐磨篩板外購的消失模鑄造專用涂料,在涂料攪拌機內加水攪拌,使其得到合適的粘度。攪拌后的涂料放入容器內,用浸、刷、高鉻篩板淋和噴的方法將模型組涂覆。一般涂兩遍,使涂層厚度為0.5 ~ 2mm。據鑄件合金種類、結構形狀及尺寸大小不同選定。涂層在40~50℃下烘干。5、振動造型我們介紹常用的一種造型方法(兩種方法之一)。破碎機篩板其工序包括如下工序:砂床制備——放置EPS模型——填砂——密封定型6、澆注置換EPS模型一般80℃左右軟化,合金篩板,420~480℃時分解。分解產物有氣體、液體及固體三部分。熱分解溫度不同,三者含量不同。實型鑄造澆注時,在液體金屬的熱作用下,EPS模型發生熱解氣化, 產生大量氣體,不斷通過涂層型砂,耐磨篩板向外排放,在鑄型、模型及金屬間隙內形成一定氣壓,液體金屬不斷地占據EPS模型位置,向前推進,高鉻篩板發生液體金屬與EPS模型的置換過程。
置換的*終結果是形成鑄件。澆注操作過程采用慢——快——慢。破碎機篩板并保持連續澆注,防止澆注過程斷流。澆后鑄型真空維持3~5分鐘后停泵。澆注溫度比砂型鑄造的溫度高30~50℃。7、合金篩板冷卻清理冷卻后,實型鑄造落砂*為簡單,將砂箱傾斜吊出鑄件或直接從砂箱中吊出鑄件均可,鑄件與干砂自然分離。分離出的干砂處理后重復使用。第三步:放入待發貨區,準備發貨耐磨篩板。里面部分仍保留原機械性能。因為高錳鋼具有以上特點,所以目前世界上還未有任何耐磨材料可完全代替高錳鋼高鉻篩板。
暫無數據!
 鑄造篩板的工作原理介紹?鑄造篩板的使用方法?鑄造篩板多少錢一臺?鑄造篩板使用的注意事項鑄造篩板的說明書有嗎?鑄造篩板的操作規程有嗎?鑄造篩板的報價含票含運費嗎?鑄造篩板有現貨嗎?鑄造篩板包安裝嗎?
鑄造篩板的工作原理介紹?鑄造篩板的使用方法?鑄造篩板多少錢一臺?鑄造篩板使用的注意事項鑄造篩板的說明書有嗎?鑄造篩板的操作規程有嗎?鑄造篩板的報價含票含運費嗎?鑄造篩板有現貨嗎?鑄造篩板包安裝嗎? 手機版:
手機版: