 手機版
手機版
 關于我們
關于我們 加入收藏
加入收藏

步琦實驗室設備貿易(上海)有限公司
3 年 白金會員
白金會員
白金會員 已認證
已認證
撥打電話
獲取底價
提交后,商家將派代表為您專人服務
步琦實驗室設備貿易(上海)有限公司
白金會員已認證

凍干工藝精準操控
Lyovapor? L-300實現全自動終點判定
凍干應用
1
簡介
冷凍干燥是一個獨立的過程,在這個過程中實時分析樣品是比較困難的,特別是檢測其殘余水分含量。工藝優化,特別是獲得干燥和穩定產品所需的工藝時間,通常依賴于反復試驗的方法。在本文中,使用了不同過程分析技術的組合來確定實驗室冷凍干燥機(Lyovapor? L-300)中甘露醇溶液一次和二次干燥的終點。
在加熱隔板上使用西林瓶,通過對樣品參數的原位測量間接跟蹤干燥過程,可以在運行的冷凍干燥循環中即時調整過程時間。它有助于根據產品所需的殘余水分含量更快地優化參數。此外,這些分析技術為監測過程的再現性提供了必要的工具。
2
實驗設備
Lyovapor? L-300 Pro, BüCHI Labortechnik AG
電容和皮拉尼壓力計,Pt 1000 熱電偶
冷凍干燥瓶,標稱體積 10.0 mL, Schott AG
Lyo 三角橡膠塞,Wheaton
陶瓷板磁力攪拌器
硼硅玻璃燒杯和量筒
分析天平(精度±0.1 mg)
實驗室 -50°C 冷凍柜
3
試劑和耗材
甘露醇 97,0 - 102,0 Ph. Eur. , USP, VWR Chemicals (25311.366)
去離子水
4
實驗流程
4.1 實驗部分
制備 100mg /mL 甘露醇去離子水溶液。
使用容量分配移液管將甘露醇溶液裝入120個冷凍干燥瓶(每瓶 5.0 mL)。
在每個小瓶上放置一個三腳橡膠塞,以便在冷凍干燥過程中去除水蒸氣。
一個 Pt 1000 熱電偶被放置在兩個制備的冷凍干燥小瓶的“中心底部”。
在室溫下,將這些小瓶放在兩個鋁制框架的冷凍干燥隔板上(每個架子 60 個小瓶)。
在每個隔板上,一個裝有熱電偶的小瓶被直接放置在隔板的中心。熱電偶連接到各自的隔板上。
隔板插入到 Lyovapor? L-300 的金屬支架上。
一個空的冷凍干燥隔板被放置在上層,西林瓶包括隔板,以確保兩個樣品隔板接收到同樣的熱量。
將包含隔板和樣品瓶的支架轉移到 -50°C 的冷凍室預凍 24 小時。
4.2 方法編程
冷凍干燥按照表1設定的隔板溫度、真空度和時間運行。
表1. 詳細的 Lyovapor? L-300 冷凍干燥工藝用于 50 mg/mL 甘露醇溶液的西林瓶冷凍干燥
步驟 | 1 | 2 | 3 | 4 | |
階段 | 加載 | 初級干燥 | 次級干燥 | ||
持續時間 | 4h | 12h | 1h20min | 6h | |
隔板溫度℃ | -40 | 20 | 20 | 40 | 40 |
加熱梯度 ℃/min | 0.25 | 0 | 0.25 | 0 | |
壓力 mbar | 0.1 | 0.1 | 0.1 | 0.1 | |
初級干燥采用溫差試驗、壓差試驗(比較壓力測量)和升壓試驗三種自動終點試驗。
表2.初級干燥階段終點確定的設置
溫差試驗 | 壓差試驗 | 升壓試驗 | |
極限:1.0℃ | 極限:0.05mbar | 極限:0.06mbar | |
試驗時長:30min | 試驗時長:30min | 試驗時長:30s | |
*開始時間:12h | *開始時間:12h | **開始時間:11h55min | |
重復時長:60min | |||
**是否繼續:是 | **是否繼續:是 | **是否繼續:是 | |
是否通知:是 | 是否通知:是 | 是否通知:是 | |
* 開始時間的值表示在初級干燥的程序階段結束之前的測試開始。
** 如果所有測試都成功,將自動啟動第二階段,并繼續進行干燥過程。
其中,溫度和壓差測試直接從初級干燥階段的第 2 步開始(見表2)。升壓測試的壓力極限設置為 0.060 mbar,測試時間為 30 秒。第一次升壓試驗在初級干燥第 2 步進行 5 分鐘后進行,每 60 分鐘重復一次。
表3. 次級干燥階段終點確定設置
溫差試驗 | 壓差試驗 | |
極限:1.5℃ | 極限:0.05mbar | |
試驗時長:30min | 試驗時長:30min | |
*開始時間:6h | *開始時間:6h | |
**是否繼續:是 | **是否繼續:是 | |
是否通知:是 | 是否通知:是 | |
*時間,從干燥階段結束開始。
**如果所有測試都成功,將自動啟動下一階段(封塞、保持),并進行干燥過程。
其中,在溫差和壓差測試中,測試時間設置為 30 分鐘,從步驟 4 開始直接開始測試。
5
實驗結果
5.1 溫差試驗
圖1 和 圖2 為小瓶甘露醇樣品冷凍干燥的溫度和壓力曲線。在圖1中顯示了兩個隔板上樣品溫度。
熱電偶測得初級干燥主要部分的產物溫度在 -7℃ 左右。隨著水分含量和升華速率的降低,產品溫度升高,在初級干燥結束時達到隔板溫度。經過16.0小時的干燥時間,達到了溫差試驗的標準。
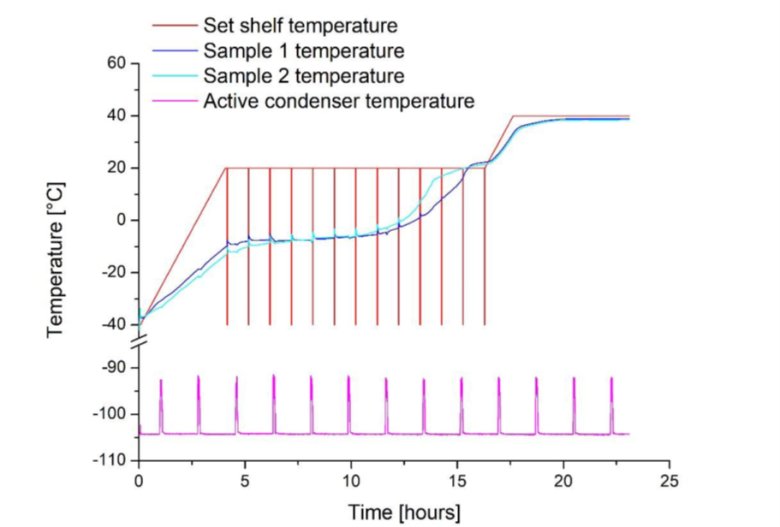
▲ 圖1. 隔板(紅色),樣品 Pt 1000(藍色,藍綠色)和 Lyovapor? L-300 冰冷凝器(粉紅色)的溫度測量。
相應的,在設定冷凝器壓力為 0.100 mbar 時,電容式壓力計測得的干燥室內實際壓力平均值為 0.150 mbar,如 圖2 所示。在冰升華過程中,由依賴氣體的皮拉尼壓力計獲得的壓力值比電容壓力計測量的壓力值大約1.6倍。隨著冰含量和升華速率的降低,皮拉尼壓力計的壓力值接近電容壓力計的測量值。
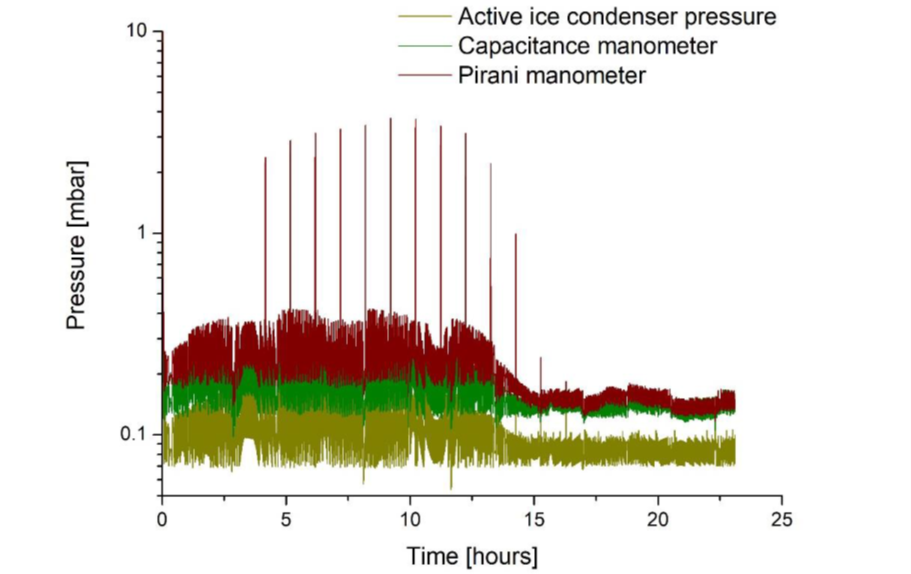
▲ 圖2. 外部電容(綠色)壓力計和皮拉尼(紅色)壓力表以及內部壓力計(黃色)測量的壓力。

▲ 圖3. 電容式(綠色)壓力計與皮拉尼式(紅色)壓力計的計算壓差如 圖2 所示。
圖3 顯示了從兩個外部壓力表(皮拉尼壓力計減去電容壓力計)的值計算得出的數值差異。在大約15.5小時的干燥時間后,達到了壓差測試的標準。升壓試驗結果如圖1和圖2所示。在皮拉尼和電容式壓力計的曲線(圖2)中可以看出,盡管中間閥關閉,干燥室內的壓力上升是由于水蒸氣的持續升華造成的。在冰升華過程中,最初的高壓上升值在初級干燥結束時大幅下降(棕色尖峰)。
初級干燥 16.3 小時后達到升壓試驗標準。相應的,從設定的隔板溫度曲線可以看出圖1中升壓試驗的時間點。每次進行升壓試驗時,架子的加熱在試驗期間自動暫停。由于最后一次初級干燥終點測試在 16.3 小時后成功,因此與最初設定的初級干燥時間相比,樣品干燥狀態的自動檢測將初級干燥階段延長了 0.3 小時(見 表1)。
隨著升壓試驗的完成,所有設定終點試驗均順利完成,凍干循環自動進入次級干燥階段。這種原位跟蹤防止了在所有冰升華之前過早過渡到二次干燥階段。所有三種測試對終點的估計時間大致相似,約為 15.5 至 16.3 小時。在次級干燥階段,從產品中去除未凍水導致皮拉尼計記錄的壓力值在干燥時間約 18 小時(紅色曲線)增加,如 圖2 所示。
除水后,總干燥時間 22.5 小時,壓力曲線接近電容式壓力計測量值,滿足壓差試驗標準。23.1 小時后,隔板溫度曲線與樣品溫度曲線符合,溫差試驗也成功完成(見 圖1)。
最后,在冷凍干燥過程結束時,干燥循環自動進入保持階段。在應用西林瓶冷凍干燥工藝中獲得了具有可接受視覺外觀的干粉。

▲ 圖4. 裝有甘露醇的最終凍干瓶
6
實驗結論
本申請說明探討了過程分析技術(PAT)在冷凍干燥過程中的適用性,重點是監測干燥室壓力和樣品溫度,以評估樣品的干燥狀態。研究表明,這些過程分析技術與壓差、壓升和溫度測試的自動端點確定設置相結合,可以在不中斷樣品水分含量分析過程的情況下估計實際干燥時間。
通過防止過早過渡到下一個干燥階段,如次級干燥或保持,提出的方法提高了工藝效率。這些端點測試的集成有助于干燥過程的精確控制和可靠性,從而獲得所需的產品屬性,如最佳干燥度和視覺外觀。研究結果確定了在Lyovapor?L-300冷凍干燥機中使用單獨或聯合終點測試來準確確定終點的有效性。
7
參考文獻
本文檔是與 TH K?ln 的 Heiko Schiffter 教授合作創建。

長按上方二維碼聯系我們
或撥打聯系電話:
400 - 880 - 8720
微信公眾號
步琦智慧實驗室
淘寶官方旗艦店
瑞士步琦
最新動態
更多





虛擬號將在 秒后失效
使用微信掃碼撥號


 上一篇
上一篇