 手機版
手機版
 關于我們
關于我們 加入收藏
加入收藏

大昌華嘉科學儀器部
14 年 白金會員
白金會員
白金會員 已認證
已認證
撥打電話
獲取底價
提交后,商家將派代表為您專人服務
大昌華嘉科學儀器部
白金會員已認證
介紹
粉末涂料是以固體樹脂和顏料、填料及助劑等組成的固體粉末狀合成樹脂涂料。和普通溶劑型涂料及水性涂料不同,它的分散介質不是溶劑和水,而是空氣。它具有無溶劑污染,100%成膜,能耗低的特點。粉末涂料有熱塑性和熱固性兩大類。熱固性粉末涂料是以熱固性合成樹脂為成膜物質,在烘干過程中樹脂先熔融,再經化學交聯后固化成平整堅硬的涂膜。
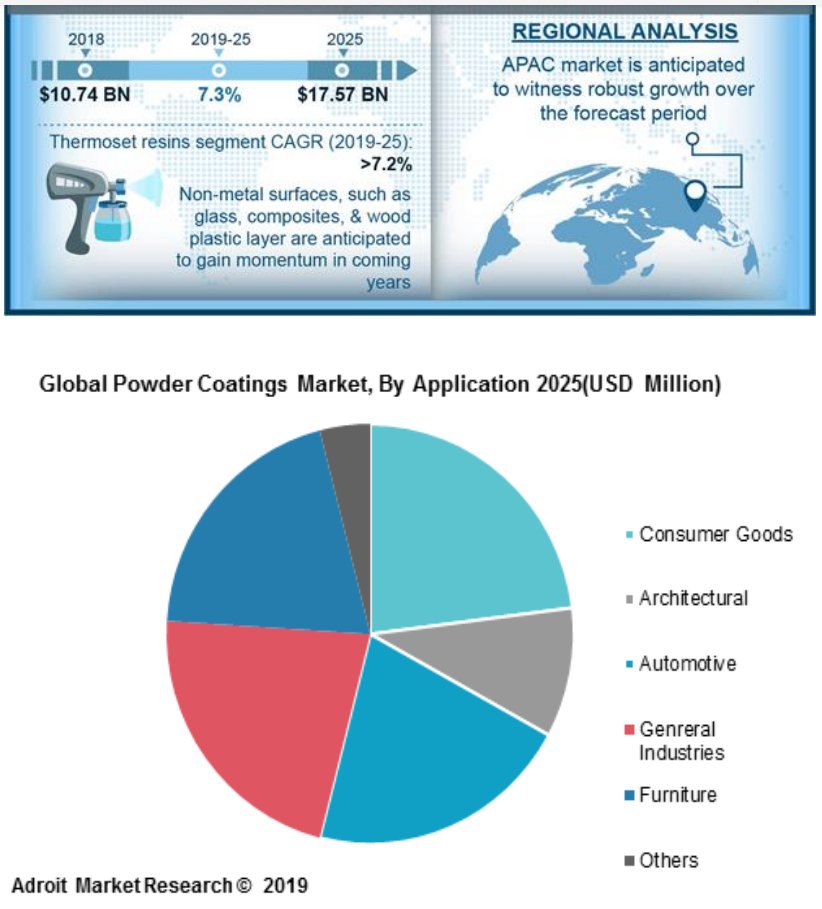
粉末涂料固化后比普通的水基涂料更加堅硬,還具有更好的耐化學腐蝕性,但是由于特殊性質在干燥過程需要注意避免橘子皮現象[1]。粉末涂料在不同行業均有應用[2],其市場正在快速發展,據估計到2025年粉末涂料將占有整個涂料市場7.2%的比例。
本文主要介紹Rheolaser Coating HT在粉末涂料固化過程中的應用,幫助研發者快速找到粉末涂料的市場機遇:
-測定固化溫度:開發低能量(低溫固化)固化配方的挑戰;
-幫助篩選原料選擇和固化過程: 開發綠色環保涂料,符合環境法規;
-優化涂料新配方的性能:性能增強和更佳光澤:
-優化固化時間:研究固化過程
實驗方法
使用Rheolaser Coating HT測量四種粉末涂料[3](環氧樹脂、聚酯樹脂、聚氨基甲酸乙酯樹脂和混合樣品)在金屬板上的固化過程,在三種溫度下測試固化過程(125℃,200℃和250℃)。
測試原理
流變儀涂層高溫測量基于光學技術,即擴散波光譜(DWS)[4]。激光照亮涂層,激光光子穿過涂層一定厚度并與涂層的散射體(粒子、液滴、聚合物…)相互作用。后向散射波由于光子穿過不同光路產生干涉,在相機上形成由亮斑和暗斑組成的圖像,稱為散斑圖像。
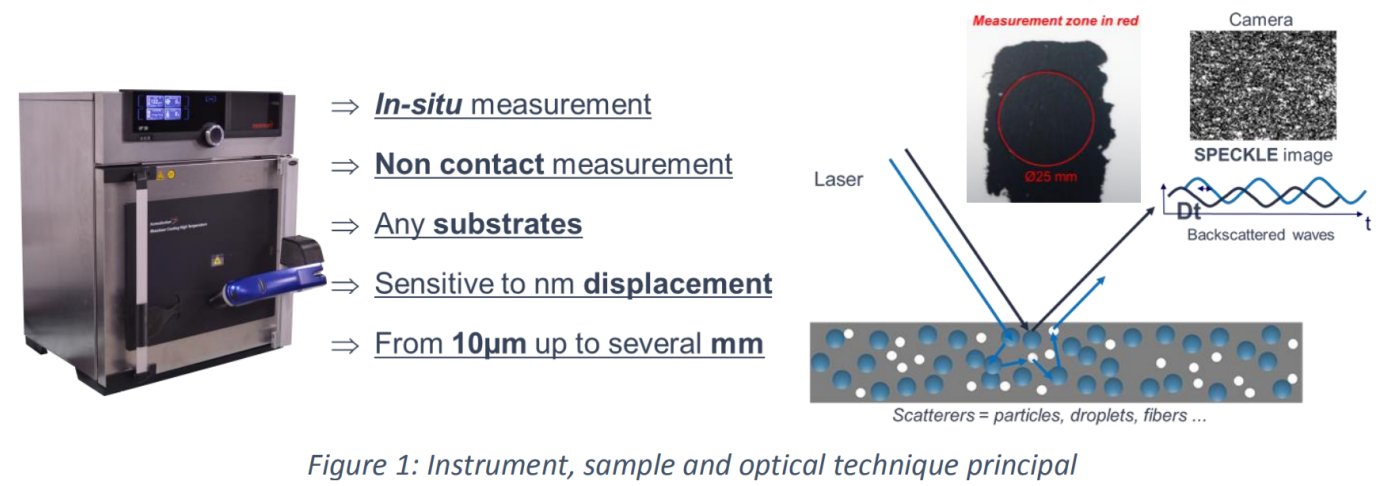
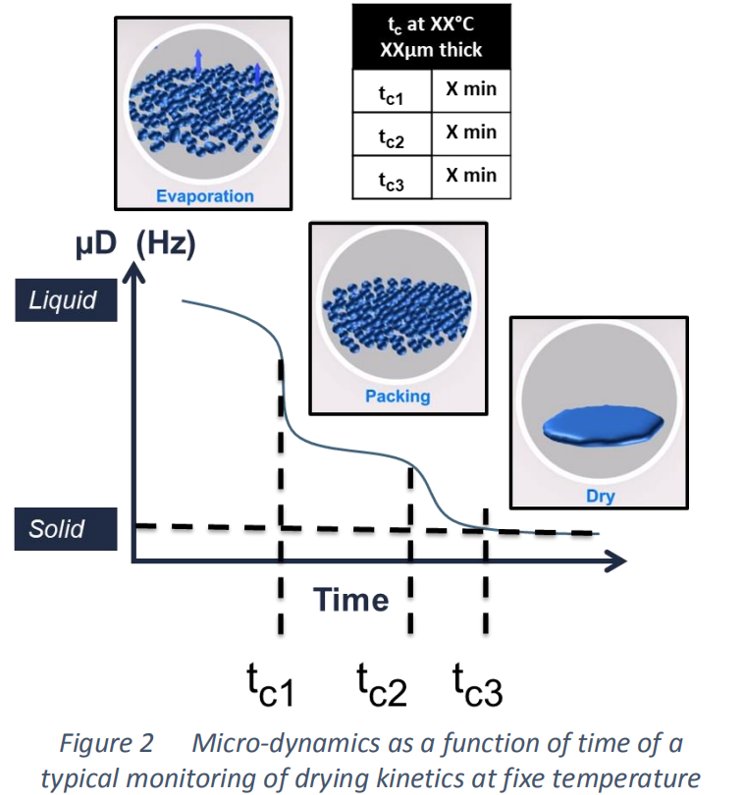
散斑圖像的波動速度與散射體的運動直接相關,因此與材料的粘彈性性質直接相關。對散斑圖像的波動速度分析,可以確定一個特征頻率,即微觀遷移率(mD)。mD值越高,散斑圖像變化越快,對應于液體樣品(粒子快速運動)。相應的,低mD值表示散斑圖像的慢速變化,代表類固體行為。
例如,圖2.a顯示了一種液體樣品在固定溫度下干燥/固化過程。干燥過程分為3個階段,第一階段,液體蒸發;第二階段,涂層中顆粒堆積排列;第三階段,顆粒相互融合行程完整涂層。
因此,Rheolaser Coating可以精確地監測薄膜的形成和涂層的干燥動力學,并獲取特征時間點。利用這個技術,我們可以準確的判斷一個涂膜的干燥/固化程度。
結果與討論
1. 確定最佳固化溫度
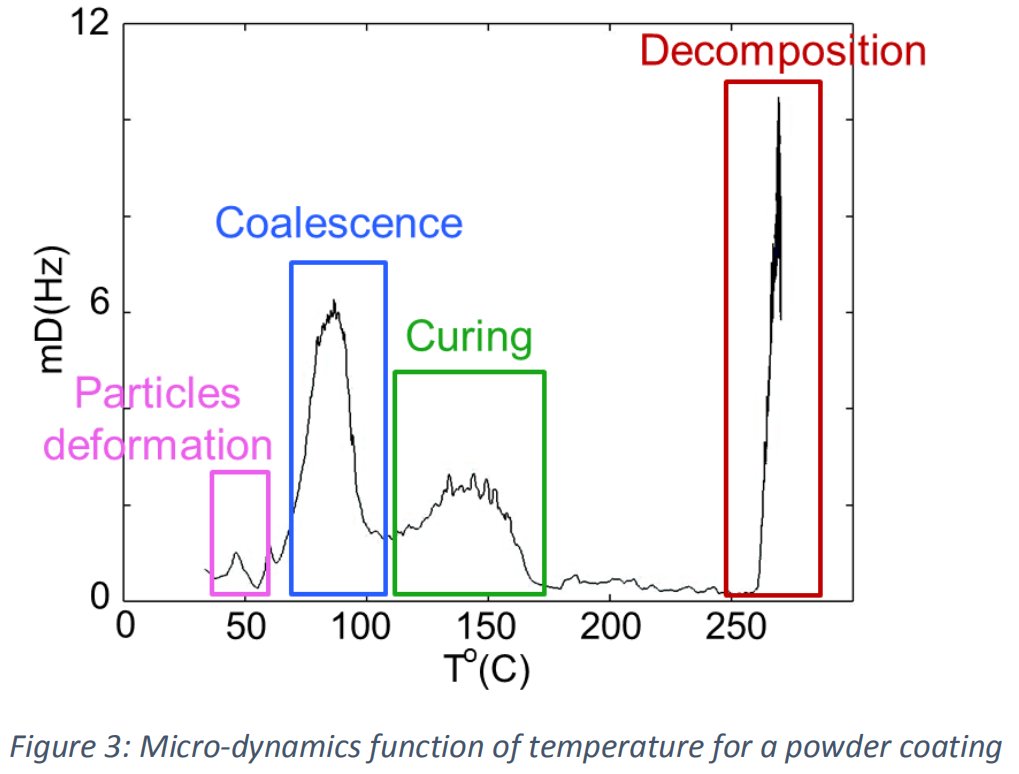
圖3顯示了微觀遷移率(mD)與溫度的關系。樣品為400μm厚的白色粉末涂層,加熱范圍為RT ~ 250℃。圖中可以清楚地看出不同的固化步驟。在50℃左右,由于粒子變形,遷移速率快速增加,出現了第一個峰。然后,在80°C左右,第二個峰對應于薄膜的結合過程。從125°C開始,熱量使樹脂固化和產生三維熱固性網絡。然后,在固化和成膜后,在250°C左右出現預期的聚合物的分解的峰。
為了驗證過高的溫度是否導致聚合物的分解,將涂層在不同的溫度固化后進行目視檢查(圖4)。
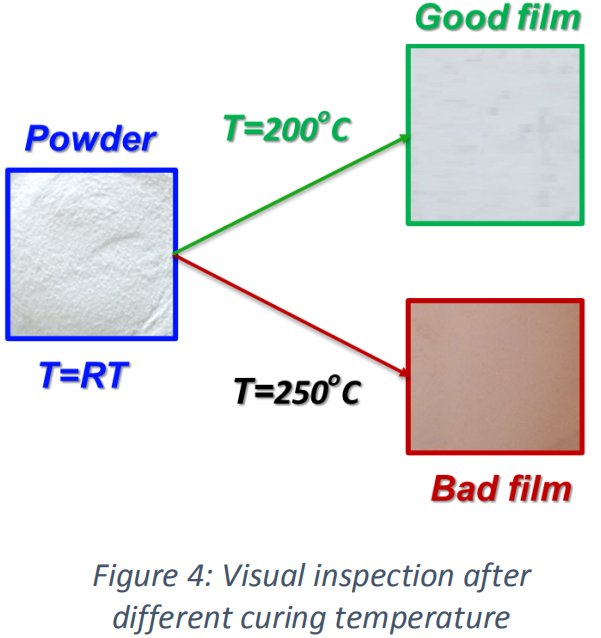
如果固化溫度低于分解溫度(例如200℃),涂層將形成光滑的白色膜。但如果固化溫度為250°C,則形成的涂層將不光滑,呈褐色(圖4)。
2. 特性固化時間的檢測&溫度對固化過程的影響
為了測量特征固化時間,該儀器允許固定溫度下測量微觀流動性隨時間的變化。圖5顯示了白色粉末涂層在125°C和400μm厚下的微觀遷移率(mD)隨時間的變化。插圖是前5分鐘的放大圖。從微觀動力學(mD)與溫度(圖3)變化曲線,可以確定最佳固化溫度。
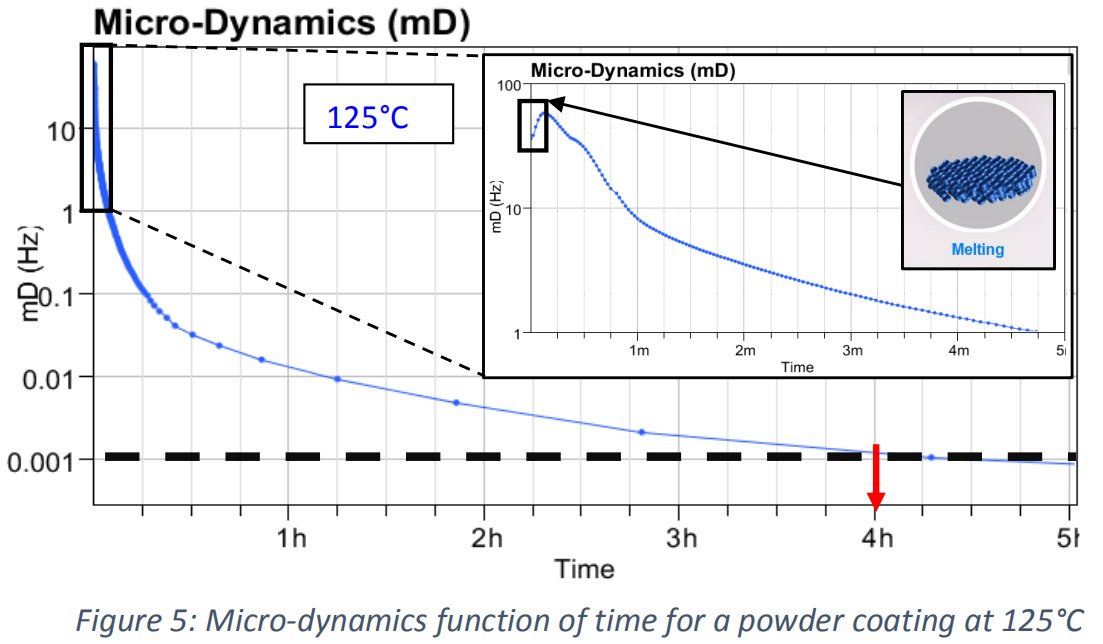
當樣品放置在125℃時,由于聚合物熔化,微觀遷移率在10s內首先增加(插圖5)。當聚合物熔解后,固化開始,三維熱固性網絡形成,微觀遷移率(mD)逐漸下降,并在約4h后達到一個平臺。此時達到的遷移率為穩定狀態,樣品在4h后固化。
為了更深入地研究,圖6顯示了不同溫度同一個樣品微觀動力學(mD)與時間的關系,插圖是前5分鐘的放大圖。
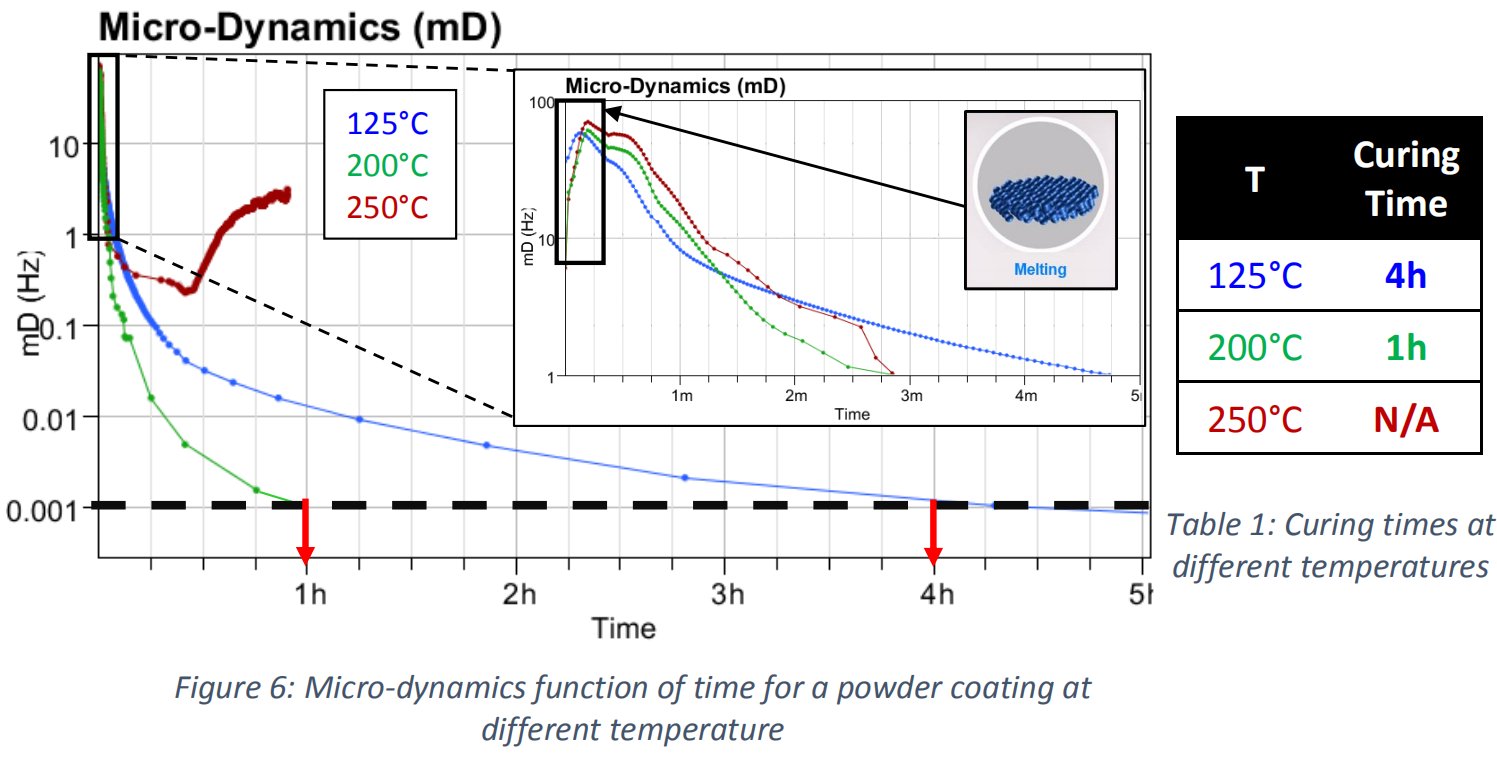
對于不同的固化溫度,觀察到的固化機理相同。首先,聚合物熔融使微觀遷移率增加(插圖,融化時間約為10s);當聚合物融化后,固化開始,三維熱固性網絡形成,微觀遷移率降低。在125℃下,固化時間約為4h(藍色曲線);如果將固化溫度提高到200℃,綠色曲線需要1h左右就能達到相同的平臺水平。因此,通過將溫度從125°C提高到200°C,我們可以將固化時間從4h縮短到1h,從而縮短4倍的干燥時間。
另一方面,如果固化溫度繼續升高(到250°C,圖6中紅色曲線),樣品在30分鐘后呈現出預期的微觀遷移率增加,這是由于聚合物在這個溫度下的分解。
?這個解決方案允許配方者優化固化方案
3. 特性固化時間的檢測&配方對固化過程的影響
圖7顯示了4種不同粉末涂層的微觀遷移率(mD)隨時間的變化,配方: 環氧樹脂、聚酯樹脂、聚氨基甲酸乙酯樹脂和混合樣品。所有樣品在相同的厚度(400μm)和相同的溫度(200°C)下進行分析。
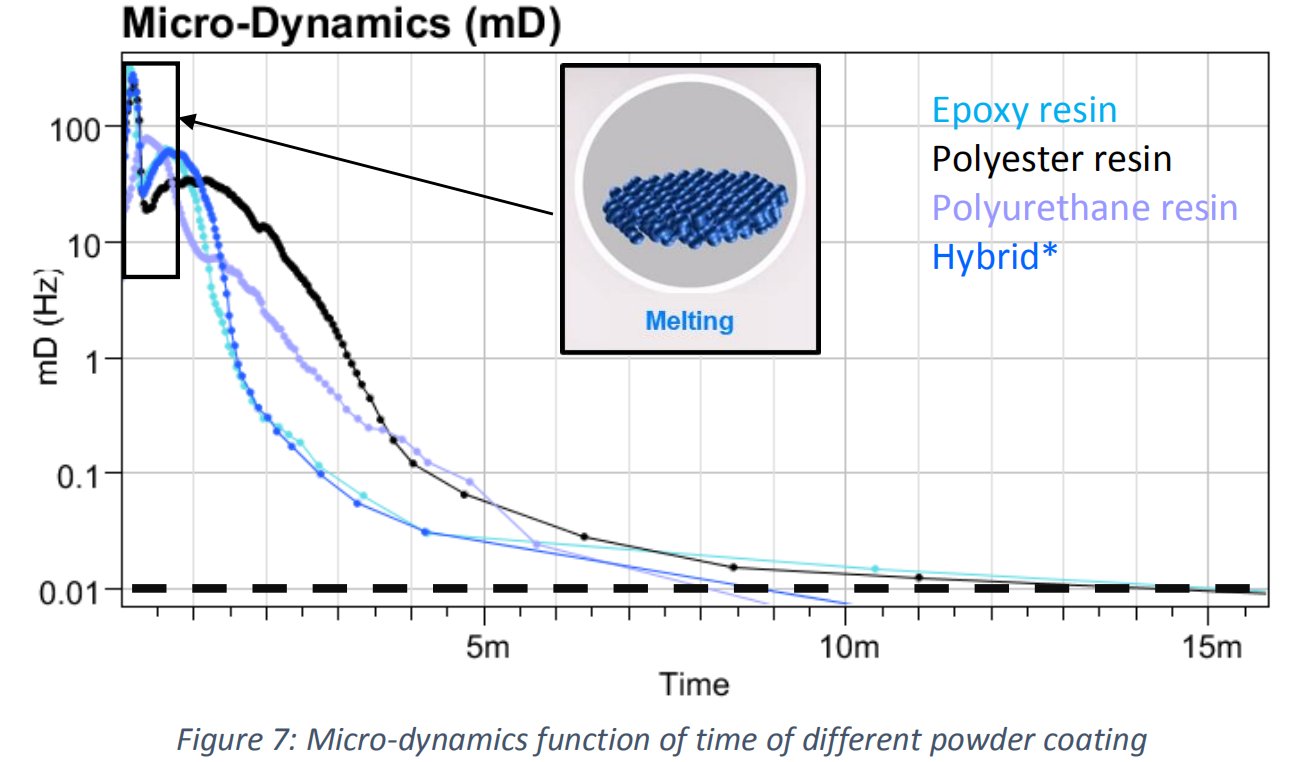
當樣品在200℃固化時,由于聚合物熔融,微觀遷移率在早期階段增加。然后,當聚合物完全融化,固化開始,逐步行程熱固性網絡形態導致微觀遷移率降低。圖表顯示了不同樣品之間的明顯差異,并體現了測試技術的靈敏度。該儀器可以區分不同配方之間的固化動力學差異(不同的聚合物或不同的添加劑)。
儀器配套的軟件還允許以一種智能的方式對不同樣品(或不同的固化溫度,不同的聚合物,不同的基質,不同的配方……)的固化速度進行排名。
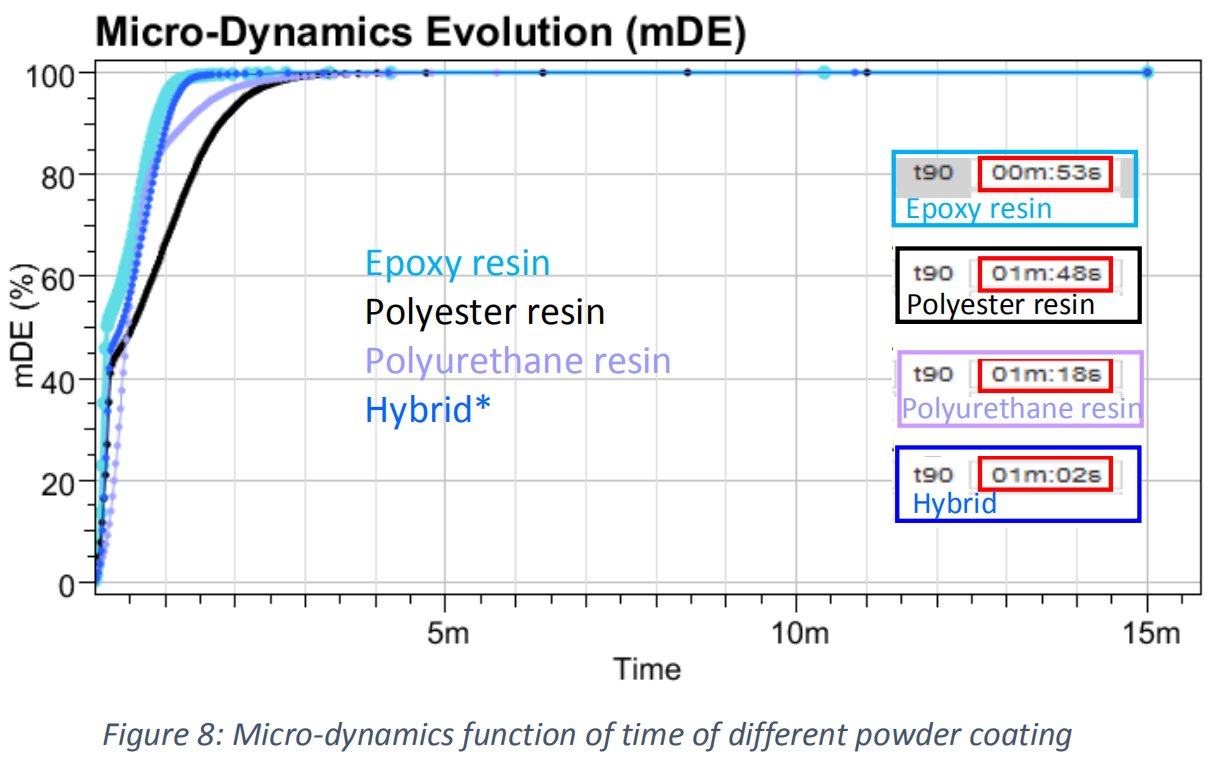
圖8顯示了4種不同粉末涂料配方的微觀遷移率累計圖(mDE)。它可以很容易地對不同配方的固化動力學進行排名。微觀遷移率累計(mDE)增加得越快,固化速度越快。
該軟件還提供定量信息,即時間“t90”(圖8紅框中),其中樣品微觀遷移率降低了90%。“t90”對應于樣品微觀流動性降低90%的時間,即“90%固化”。“t90”在需要優化工藝的廣泛應用中具有重要意義,確定微觀流動性何時降低90%,以便有可能開始下一個工藝步驟。
? 該解決方案允許配方制定者對不同的配方進行比較、排序和篩選
結論
Rheolaser Coating HT高溫干燥度分析儀是一種原位、無侵入、簡便的方法,可用于:
-監測和研究固化和干燥過程和機理
-確定成膜過程和特征干燥時間
-在可控濕度條件下,分析從室溫至250℃條件下的固化和干燥過程
-評價配方、溫度、厚度、濕度、基材對干燥過程的影響
-優化生產過程
相關產品
更多
相關文章
更多
技術文章
2024-10-09技術文章
2024-08-10技術文章
2024-05-30技術文章
2024-05-30

虛擬號將在 秒后失效
使用微信掃碼撥號





